网站首页
丨
联系我们
丨
网站地图
全国咨询热线
15902298887
网站首页
公司简介
产品资源
天津无缝管知识
无缝管厂家价格
天津钢管厂行情
无缝管生产厂家动态
联系我们
网站公告
公司经销:由天津钢管厂生产的天津无缝管产品,经多年发展创新,现已得到很多老客户的喜爱。
您现在所在位置:
天津钢管厂
»
新闻中心
»
无缝管生产厂家动态
» 穿孔毛管缩口的方法
产品展示
无缝管生产厂家产品
天津无缝管生产厂家价格
无缝管生产厂家产品
无缝管生产厂家报价
天津无缝管生产厂家供货商
无缝管生产厂家现货价格
无缝管生产厂家规格
天津无缝管生产厂家现货
无缝管生产厂家经销商
无缝管生产厂家行情
天津无缝管生产厂家市场
无缝管生产厂家多少钱
无缝管生产厂家供应价格
无缝管生产厂家现货
天津钢管厂
天津钢管厂多少钱
天津钢管厂报价
天津钢管厂行情
天津钢管厂市场
天津钢管厂产品报价
天津钢管厂信息介绍
天津钢管厂供应价格
天津钢管厂规格
天津无缝管
天津无缝管市场
天津无缝管报价
天津无缝管行情
天津无缝管多少钱
天津无缝管市场行情
天津无缝管产品行情
天津无缝管信息介绍
天津无缝管规格
无缝管厂家
无缝管厂家
无缝管厂家加工
无缝管厂家价格
无缝管厂家规格
无缝管厂家报价
无缝管厂家定尺
无缝管厂家多少钱
无缝管厂家现货
20号无缝管产品
天津20号无缝管厂家
20号无缝管价格
20号无缝管现货价格
20号无缝管产品
20号无缝管厂家直销
天津20号无缝管报价
20号无缝管供货商
20号无缝管现货
天津20号无缝管规格
20号无缝管经销商
20号无缝管行情
20号无缝管厂家报价
天津20号无缝管市场
20号无缝管多少钱
20号无缝管供应价格
20号无缝钢管
天津20号无缝钢管市场
20号无缝钢管多少钱
20号无缝钢管供应价格
20号无缝钢管产品
天津20号无缝钢管现货价格
新闻资讯
沙钢永兴:瞄准目标再发力 努力实
需求主导硅锰价格走势
总投资达7620亿,浙江402个重大项
乘联会:2022年中国乘用车批发增
英国首相约翰逊宣布辞职,“烫手
穿孔毛管缩口的方法
来源:
http://www.16mndwfgg.cn
人气:
点击:1774
发表时间:2013/7/5 16:33:09
(1)对0^采用全液压卧式压力机,
20号无缝管
即用油缸夹住穿孔坯,然后主缸将底模向前移动一段距离以形成杯底,这是在西班牙7111^0811611111厂试验的结果,01^设计的以1^611111108机组作为缩口机于1981年4月正式使用。
(2)钢管厂对质管机组进行技术改造时采用径向柱塞式压力机,油缸呈径向布置,在具有特殊形状的芯棒端部,径向压制成杯底状。被称为径向滑块式缩口机,液压缸驱动八个滑块,使空心坯在直径略小于芯棒且具有适当形状的芯棒端部收缩成杯状体,并申请有专利权的缩口机。
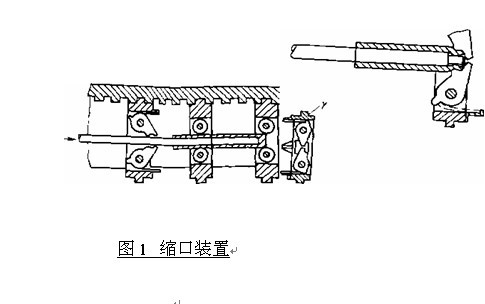
(3)美国2819790号专利采用的缩口装置设置在顶管机第―机架前,借助于顶管机本身的推力以形成足以承受顶推力的中空杯底,如图1所示。
上一篇:
钢管的精整工序和冷却方式
下一篇:
剪断机冲孔机缩口机改造前后的对比
本网站www.16mndwfgg.cn刊载的【穿孔毛管缩口的方法】版权均属于天津钢管厂。
未经天津钢管厂授权不得转载、摘编或利用其它方式使用上述作品。
相关信息
了解更多+
暂无记录 !
网站首页
公司简介
产品资源
天津无缝管知识
无缝管厂家价格
天津钢管厂行情
无缝管生产厂家动态
联系我们
公司长期销售由
天津钢管厂
生产的
天津无缝管
产品,经多年发展创新,现已得到很多老客户的喜爱,并始终坚持着诚信经营的原则,价格合理,质量良好,欢迎来电咨询选购。
网站地图